 |
 |
|
Ремонт УАЗ-3151 >> Двигатель >> Ремонт двигателя Основанием для разборки и ремонта двигателя являются: падение мощности двигателя, уменьшение давления масла, резкое увеличение расхода масла (свыше 450 г на 100 км пробега), дымление двигателя, повышенный расход топлива, понижение компрессии в цилиндрах, а также шумы и стуки.
При ремонте двигателей необходимо учитывать их конструктивные особенности. Блок цилиндров двигателя мод. 4218, в отличие от блока двигателей моделей 414, 4178 и 4021.60 с мокрыми легкосъемными гильзами, имеет монолитную конструкцию с залитыми гильзами без уплотнений. Гильзы в нем расточены под размер 100 мм (вместо 92 мм). Соответственно увеличены размеры поршней, поршневых пальцев и колец. Поршни имеют камеру сгорания в днище. Поршневые пальцы имеют увеличенную толщину стенки, шатуны – увеличенную на 7 мм длину.
При разборке двигателя тщательно проверяйте возможность дальнейшего применения каждой его детали. Критерии по оценке возможности дальнейшего использования деталей приведены в
табл. 2.1.
Работоспособность двигателя может быть восстановлена заменой изношенных деталей новыми номинального размера или восстановлением изношенных деталей и применением сопряженных с ними новых деталей ремонтного размера.
Для этих целей выпускаются поршни, поршневые кольца, вкладыши шатунных и коренных подшипников коленчатого вала, седла впускных и выпускных клапанов, втулки распределительного вала и ряд других деталей и комплектов ремонтных размеров. Перечень деталей и комплектов номинального и ремонтных размеров приведен в
табл. 2.2.
Величины зазоров и натягов в двигателе
Уменьшение или увеличение зазоров против рекомендуемых ухудшает условия смазки трущихся поверхностей и ускоряет износ. Уменьшение натягов в неподвижных (прессовых) посадках также крайне нежелательно. Для таких деталей как направляющие втулки и вставные седла выпускных клапанов уменьшение натягов ухудшает передачу тепла от этих деталей к стенкам головки блока цилиндров. При ремонте двигателя пользуйтесь данными
табл. 2.3
. (и
табл. 2.3. часть 2
)
Снятие и установка двигателя на автомобилях семейства УАЗ–31512
Перед снятием двигателя с автомобиля, установленного на смотровой канаве, выполните следующее:
1. Слейте жидкость из системы охлаждения и масло из картера двигателя.
2. Снимите воздушный фильтр.
3. Отсоедините от двигателя приемную трубу глушителя.
4. Отсоедините от двигателя шланги системы охлаждения, отопителя и масляного радиатора.
5. Отсоедините и снимите радиатор системы охлаждения.
6. Отсоедините от карбюратора тяги привода воздушной и дроссельной заслонок.
7. Отсоедините от двигателя все электропровода.
8.Отсоедините от картера сцепления рабочий цилиндр привода выключения сцепления и соединительную тягу.
9. Снимите болты крепления подушек передних опор двигателя вместе с нижними подушками опор.
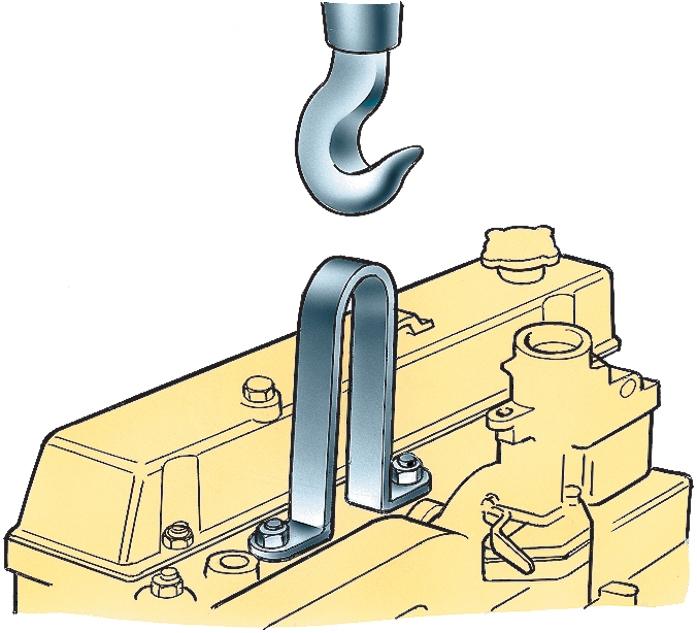
10. Установите специальную скобу на вторую и четвертую шпильки головки блока (
рис. 2.41
), считая от переднего торца блока.
11. Приподняв двигатель подъемником, отсоедините коробку передач от двигателя.
12. Поднимите двигатель и снимите его с автомобиля, при этом коробка передач с раздаточной коробкой останутся на раме автомобиля.
Установку двигателя на автомобиль производите в обратной последовательности.
Двигатель можно снимать, опуская его вниз вместе с коробкой передач и раздаточной коробкой, при этом необходимо снять поперечину. Этот способ значительно сложнее первого.
Особенности снятия и установки двигателя на автомобилях УАЗ вагонной компоновки
Для снятия двигателя необходимо:
1. Выполните указания пп. 1–10 раздела «Снятие и установка двигателя на автомобилях семейства УАЗ–31512».
2. Снимите сиденья и крышку капота.
3. Откройте люк в крыше кабины, пропустите через него крюк с тросом (цепью) подъемного механизма и зацепите крюк за скобу.
4. Приподнимите несколько двигатель и отсоедините его от коробки передач.
5. Для облегчения снятия двигателя установите в дверной проем доску, которая бы не прогибалась под весом двигателя.
6. Поднимите подъемным механизмом в проем капота двигатель и, соблюдая осторожность, выньте его через дверной проем по доске.
Установку двигателя производите в обратной последовательности.
Разборка и сборка двигателя
Перед разборкой тщательно очистите двигатель от грязи и масла.
Разбирайте и собирайте двигатель на поворотном стенде с помощью наборов инструмента, например, моделей 2216–Б и 2216–М ГАРО, а также специального инструмента и приспособлений, указанных в приложении 2.
При индивидуальном методе ремонта двигателя детали, пригодные к дальнейшей работе, устанавливайте на прежние места, где они приработались. Для обеспечения этого поршни, поршневые кольца, шатуны, поршневые пальцы, вкладыши, клапаны, штанги, коромысла и толкатели при снятии маркируйте любым способом, не вызывающим порчи (кернением, надписыванием, краской, прикреплением бирок и т.п.).
При любом виде ремонта нельзя раскомплектовывать крышки шатунов с шатунами, переставлять картер сцепления и крышки коренных подшипников с одного двигателя на другой или менять местами крышки средних коренных подшипников в одном блоке, так как эти детали обрабатываются совместно.
При замене картера сцепления проверьте соосность отверстия, служащего для центрирования коробки передач, с осью коленчатого вала, а также перпендикулярность заднего торца картера сцепления относительно оси коленчатого вала. При проверке стойку индикатора закрепите на фланце коленчатого вала. Сцепление при этом должно быть снято. Биение отверстия и торца картера не должно превышать 0,08 мм.
После разборки двигателя детали тщательно обезжирьте, очистите от нагара и смолистых отложений.
Удаление нагара с поршней, впускных клапанов и камер сгорания производите механическим или химическим способом.
Химический способ удаления нагара заключается в выдерживании деталей в ванне с раствором, подогретым до 80–95°С, в течение 2–3 часов.
Для очистки алюминиевых деталей применяйте следующий состав раствора (в г на 1 л воды):
Сода кальцинированная(Na2CO3).....18,5
Мыло хозяйственное или зеленое.....10
Жидкое стекло (Na2SiO3).....8,5
Для очистки стальных деталей применяйте следующий состав раствора (в г на 1 л воды):
Сода каустическая (NaOH).....25
Сода кальцинированная (Na2CO3).....33
Мыло хозяйственное или зеленое.....3,5
Жидкое стекло (Na2SiO3).....1,5
После очистки детали промойте горячей (80–90°С) водой и обдуйте сжатым воздухом.
Не промывайте детали из алюминиевых и цинковых сплавов в растворах, содержащих щелочь (NaOH).
При сборке двигателя соблюдайте следующее:
1. Протрите и продуйте детали сжатым воздухом, а все трущиеся поверхности смажьте моторным маслом.
2. Резьбовые детали (шпильки, пробки, штуцеры), если они вывертывались или были заменены в процессе ремонта, устанавливайте на сурике.
3. Неразъемные соединения (например, заглушку блока цилиндров) устанавливайте на нитролаке.
4. Болты и гайки затягивайте динамометрическим ключом, момент затяжки, Н·м (кгс·м):
Гайки шпилек крепления головки блока цилиндров.....71,6–76,5(7,3–7,8)
Гайки болтов шатуна.....66,7–73,5 (6,8–7,5)
Гайки шпилек крепления крышек коренных подшипников коленчатого вала.....122,6–133,4 (12,5–13,6)
Гайки болтов крепления маховика к коленчатому валу.....74,5–81,4 (7,6–8,3)
Ремонт блока цилиндров
Сопряжение изнашивающихся деталей осуществлено, в основном, сменными деталями, что позволяет ремонтировать блок цилиндров перешлифовкой или заменой гильз, заменой изношенных втулок распределительного вала полуобработанными с последующей обработкой их под требуемый размер, заменой вкладышей коренных подшипников коленчатого вала. Восстановление работоспособности пары отверстие блока цилиндров-толкатель из-за незначительного их износа сводится к замене толкателей.
Ремонт и замена гильз блока цилиндров
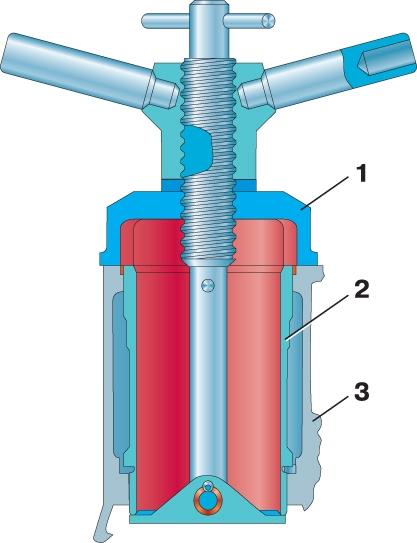
Максимально допустимым износом гильз цилиндров следует считать увеличение зазора между гильзой и юбкой поршня до 0,3 мм. При наличии такого износа выпрессуйте гильзу из блока цилиндров с помощью съемника 1 (
рис. 2.42
) и расточите до ближайшего ремонтного размера поршня с допуском на обработку +0,06 мм.
Не зажимайте при обработке гильзу в кулачковый патрон, так как это повлечет деформацию гильзы и искажение ее размеров.
Закрепите гильзу в приспособлении, представляющем собой втулку с посадочными поясками диаметром 100 и 108 мм. Гильзу вставьте во втулку до упора в верхний буртик, который зажмите накладным кольцом в осевом направлении. После обработки зеркало цилиндра гильзы должно иметь следующие отклонения:
1. Овальность и конусность не более 0,01 мм, причем большее основание конуса должно располагаться в нижней части гильзы.
2. Бочкообразность и корсетность – не более 0,08 мм.
3. Биение зеркала цилиндра относительно посадочных поясков диаметром 100 и 108 мм не более 0,01 мм.
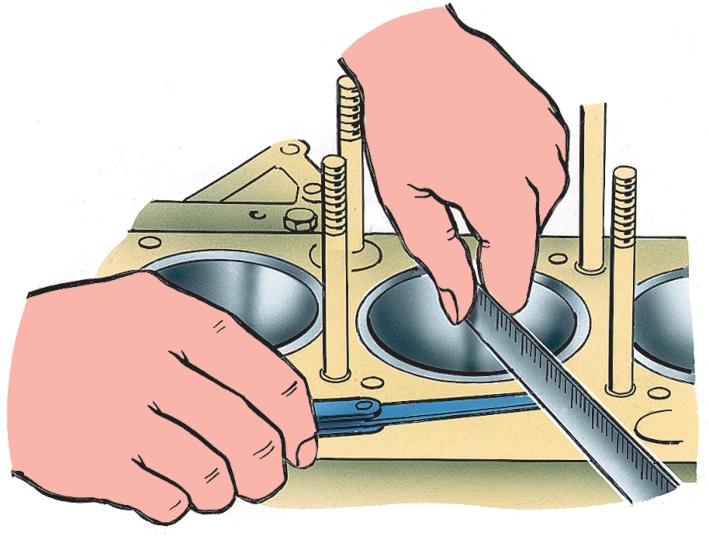
После запрессовки гильзы в блок цилиндров проверьте величину выступания верхнего торца гильзы над верхней плоскостью блока (
рис. 2.43
). Величина выступания должна быть 0,005–0,055 мм. При недостаточном выступании (менее 0,005 мм) прокладка головки блока может быть пробита; кроме того, в камеру сгорания неизбежно попадет охлаждающая жидкость из-за недостаточного уплотнения верхнего пояска гильзы с блоком цилиндров. При проверке величины выступания торца гильзы над блоком необходимо снять с гильзы резиновое уплотнительное кольцо.
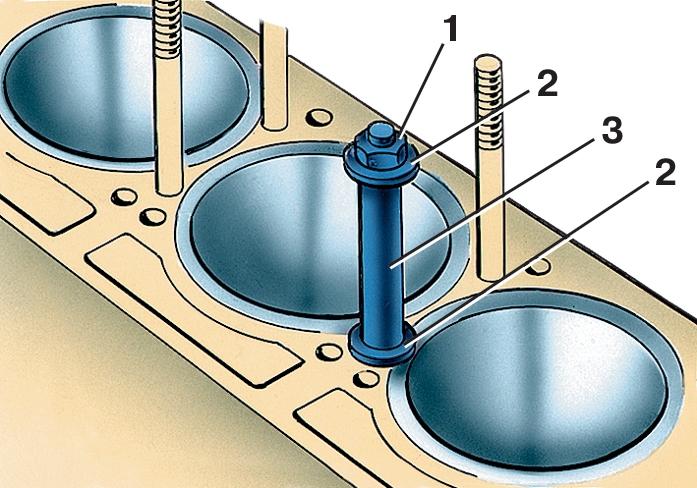
Чтобы гильзы не выпадали из гнезд в блоке при ремонте, закрепите их при помощи шайб 2 и втулок 3, надеваемых на шпильки крепления головки блока цилиндров, как показано на
рис. 2.44
.
Гильзы цилиндров, расточенные под третий ремонтный размер поршня, после износа замените новыми.
Ремонт головки блока цилиндров
К основным дефектам головки блока цилиндров, которые можно устранить ремонтом, относятся: коробление плоскости прилегания к блоку цилиндров, износ седел и направляющих втулок клапанов.
Непрямолинейность плоскости головки, соприкасающейся с блоком, при проверке ее на контрольной плите щупом не должна быть более 0,05 мм. Незначительное коробление головки (до 0,3 мм) устраняйте шабровкой плоскости по краске. При короблениях, превышающих 0,3 мм, головку необходимо шлифовать.
Замена поршневых колец
Поршневые кольца заменяйте через 70 000–90 000 км пробега (в зависимости от условий эксплуатации автомобиля).
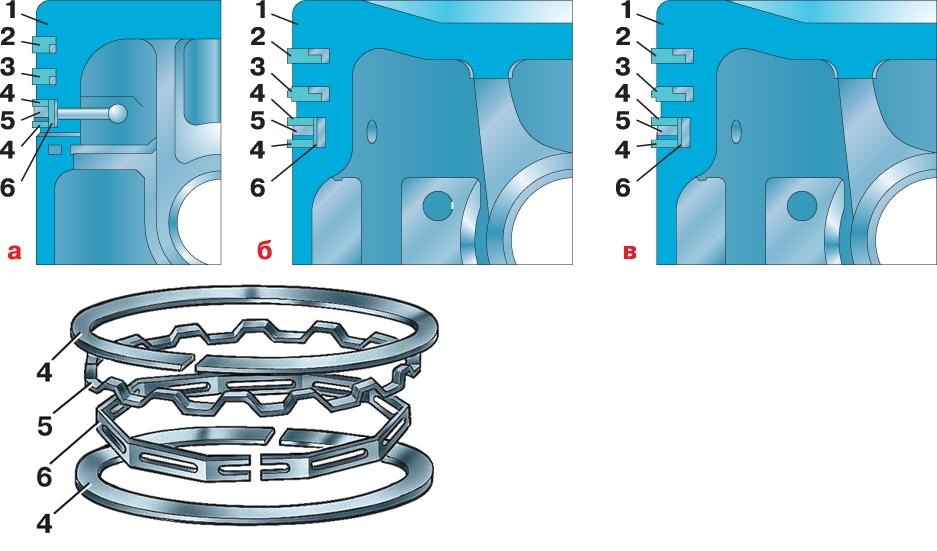
Поршневые кольца устанавливают по три на каждом поршне:
два компрессионных и одно маслосъемное. Компрессионные кольца отлиты из специального чугуна. Наружная поверхность верхнего компрессионного кольца покрыта пористым хромом, а поверхность второго компрессионного кольца покрыта оловом, либо имеет фосфатное покрытие темного цвета.
На внутренних цилиндрических поверхностях обоих компрессионных колец предусмотрены проточки (
рис. 2.45
, а), за счет которых кольца при движении поршня вниз несколько вывертываются, что способствует лучшему удалению излишнего масла с поверхности гильз. Кольца необходимо устанавливать на поршень проточками вверх, в сторону днища поршня.
Двигатель УМЗ–4218.10 может комплектоваться двумя вариантами исполнения компрессионных колец (
рис. 2.45
, б,в).
Один вариант верхнего компрессионного кольца 2 (
рис. 2.45
, б) имеет проточку на внутренней цилиндрической поверхности. Кольцо необходимо устанавливать на поршень проточкой вверх.
Другой вариант верхнего компрессионного кольца 2 (
рис. 2.45
, в) имеет бочкообразный профиль наружной поверхности, проточка на внутренней цилиндрической поверхности кольца отсутствует. Положение кольца при установке в канавку поршня безразличное.
Нижнее компрессионное кольцо 3 (
рис. 2.45
, б,в) – скребкового типа, на нижней торцевой поверхности имеет кольцевую проточку, которая вместе с конусной наружной поверхностью образует острую нижнюю кромку («скребок»). Кольцо изготавливается в двух вариантах – с проточкой на внутренней цилиндрической поверхности кольца (
рис. 2.45
, б) и без проточки (
рис. 2.45
, в). Кольцо необходимо устанавливать на поршень острой кромкой «скребком» вниз.
Маслосъемное кольцо составное, имеет два кольцевых диска, радиальный и осевой расширители. Наружная поверхность диска маслосъемных колец покрыта твердым хромом.
Замок колец прямой.
Поршневые кольца ремонтных размеров (см.
табл. 2.2
) отличаются от колец номинальных размеров только наружным диаметром.
Кольца ремонтного размера можно устанавливать в изношенные цилиндры с ближайшим меньшим ремонт-ным размером путем подпиливания их стыков до получения зазора в замке 0,3–0,5 мм (0,3–0,65 мм для двигателей мод. 4218).
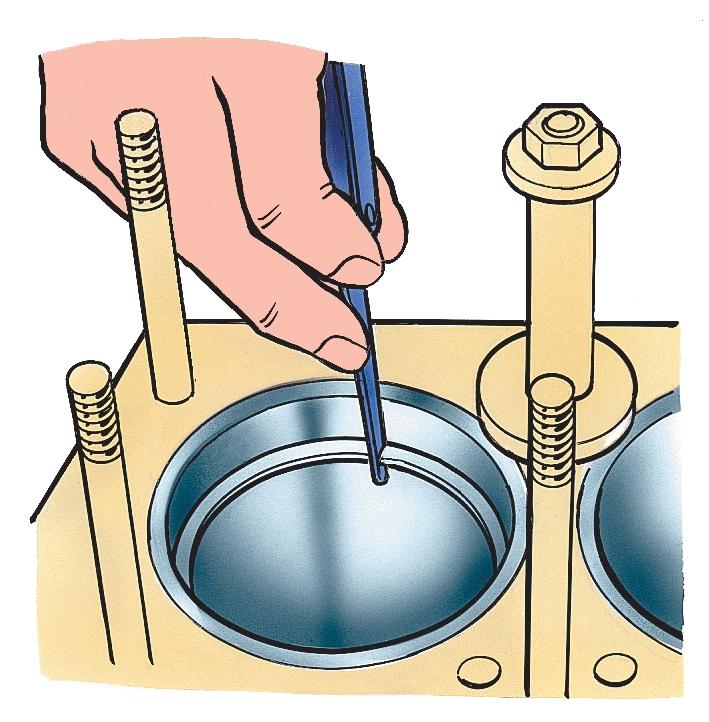
Проверку бокового зазора в стыке кольца производите, как показано на
рис. 2.46
. К перешлифованным цилиндрам подгоняйте кольца по верхней части, а к изношенным – по нижней части цилиндра (в пределах хода поршневых колец). При подгонке кольцо устанавливайте в цилиндре в рабочем положении, т.е. в плоскости, перпендикулярной оси цилиндра, для чего продвигайте его в цилиндре при помощи головки поршня. Плоскости стыков при сжатом кольце должны быть параллельны.
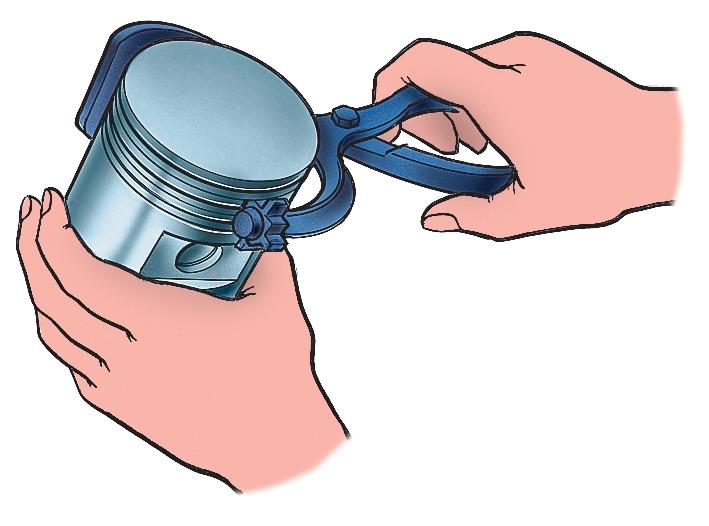
Снимайте и устанавливайте кольца на поршень с помощью приспособления (
рис. 2.47
) модели 55–1122.
После подгонки колец по цилинд-рам проверьте боковой зазор между кольцами и канавками в поршне (
рис. 2.48
), который должен быть: для верхнего компрессионного кольца 0,050–0,082 мм, для нижнего компрессионного – 0,035–0,067 мм. При больших зазорах замена только поршневых колец не исключит повышенного расхода масла из-за интенсивной перекачки его кольцами в пространство над поршнем. В этом случае одновременно с заменой колец заменяйте и поршни (см. главу «Замена поршней»). Одновременная замена поршневых колец и поршней резко снижает расход масла.
При замене только поршневых колец без замены поршней удаляйте нагар с днищ поршней, из кольцевых канавок в головке поршня и маслоотводящих отверстий, расположенных в канавках для маслосъемных колец. Нагар из канавок удаляйте осторожно, чтобы не повредить их боковые поверхности, при помощи приспособления (
рис. 2.49
).
Из маслоотводящих отверстий нагар удаляйте сверлом диаметром 3 мм.
При использовании новых или перешлифованных под ремонтный размер гильз цилиндров необходимо, чтобы верхнее компрессионное кольцо имело хромированное покрытие, а остальные кольца были лужеными или фосфатированными. Если гильза не ремонтируется, а меняются только поршневые кольца, то все они должны быть лужеными или фосфатированными, так как к изношенной гильзе хромированное кольцо прирабатывается очень плохо.
Перед установкой поршней в цилиндры разведите стыки поршневых колец в под углом 120° друг к другу.
После смены поршневых колец в течение 1000 км пробега не превышайте на автомобиле скорости в 45– 50 км/ч.
Замена поршней
Замену поршней производите при износе канавки верхнего поршневого кольца или юбки поршня.
В частично изношенные цилиндры устанавливайте поршни того же размера (номинального или ремонтного), какой имели поршни, ранее работавшие в данном двигателе. Однако желательно подобрать комплект большего размера поршней для уменьшения зазора между юбкой поршня и зеркалом цилиндра.
В этом случае зазор между юбкой поршня и зеркалом цилиндра проверьте в нижней, наименее изношенной части цилиндра.
Не допускайте уменьшения зазора в этой части цилиндра менее 0,02 мм.
В запасные части поставляются поршни вместе с подобранными к ним поршневыми пальцами и стопорными кольцами (см.
табл. 2.2
).
Для подбора поршни номинального размера сортируют по наружному диаметру юбки. На днищах поршней выбиты буквенные обозначения размерной группы, которые указаны в
табл. 2.4.
На поршнях ремонтных размеров выбивается также величина их диаметра.
Кроме подбора поршней к гильзам цилиндра по диаметру юбки, их подбирают также по весу. Разница в весе между самым легким и самым тяжелым поршнем для одного двигателя не должна превышать 4 г.
При сборке поршни устанавливайте в гильзы той же группы.
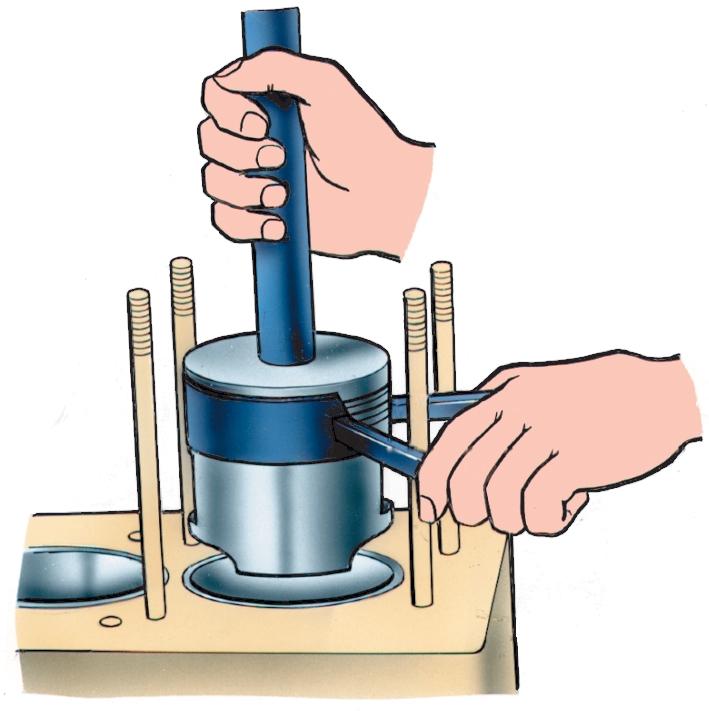
Поршни в цилиндры устанавливайте с помощью приспособления модели 59–85, показанного на
рис. 2.50
.
При установке поршней в цилиндры метка «перед», отлитая на поршне, должна быть обращена к передней части двигателя, на поршне с разрезной юбкой метка «назад» – в сторону картера сцепления.
На всех поршнях ремонтных размеров отверстия в бобышках под поршневой палец делаются номинального размера с разбивкой на группы. При необходимости эти отверстия растачиваются или развертываются до ближайшего ремонтного размера с допуском –0,005 –0,015 мм. Конусность и овальность отверстия – не более 0,0025 мм. При обработке обеспечьте перпендикулярность оси отверстия к оси поршня, допускаемое отклонение – не более 0,04 мм на длине 100 мм.
Ремонт шатунов
Ремонт шатунов сводится к замене втулки верхней головки и последующей обработке ее под поршневой палец номинального размера или к обработке имеющейся в шатуне втулки под палец ремонтного размера.
В запасные части поставляются втулки одного размера, изготовленные из бронзовой ленты ОЦС4–4–2,5 толщиной 1 мм.
При запрессовке новой втулки в шатун обеспечьте совпадение отверстия во втулке с отверстием в верхней головке шатуна.
Отверстия служат для подачи смазки к поршневому пальцу.
После запрессовки втулки уплотните ее внутреннюю поверхность гладкой брошью до диаметра 24,3+0,045 мм, а затем разверните или расточите под номинальный или ремонтный размер с допуском +0,007 –0,003 мм.
Например, втулку разверните или расточите под палец номинального размера до диаметра 25 +0,007 –0,003 мм или под палец ремонтного размера до диаметра 25,20 +0,07 –0,003 мм.
Расстояние между осями отверстий нижней и верхней головок шатуна должно быть (168±0,05) мм [(175±0,05) мм для двигателей модели 4218]; допустимая непараллельность осей в двух взаимно перпендикулярных плоскостях на длине 100 мм должна быть не более 0,04 мм; овальность и конусность не должны превышать 0,005 мм. Чтобы выдержать указанные размеры и допуски, разверните втулку верхней головки шатуна в кондукторе.
После развертывания производите доводку отверстия на специальной шлифовальной головке, держа шатун в руках (
рис. 2.51
). Шлифовальные бруски головки установите микрометрическим винтом на требуемый ремонтный размер.
Шатуны, отверстия под вкладыши в нижней головке которых имеют овальность более 0,05 мм, подлежат замене.
Замена и ремонт поршневых пальцев
Ремонтные размеры поршневых пальцев и номера комплектов приведены в
табл. 2.2.
Для замены поршневых пальцев без предварительной обработки отверстий в поршне и в верхней головке шатуна применяются поршневые пальцы, увеличенные по диаметру на 0,08 мм. Применение пальцев, увеличенных на 0,12 мм и 0,20 мм, требует предварительной обработки отверстий в бобышках поршня и в верхней головке шатуна как описано выше (см. главы «Замена поршней» и «Ремонт шатунов»).
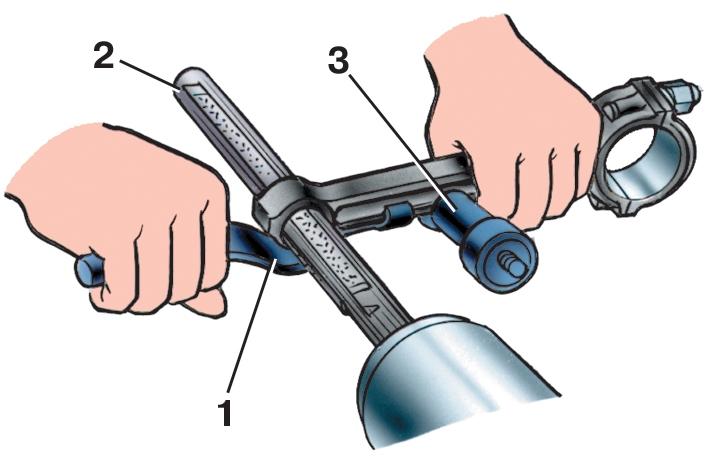
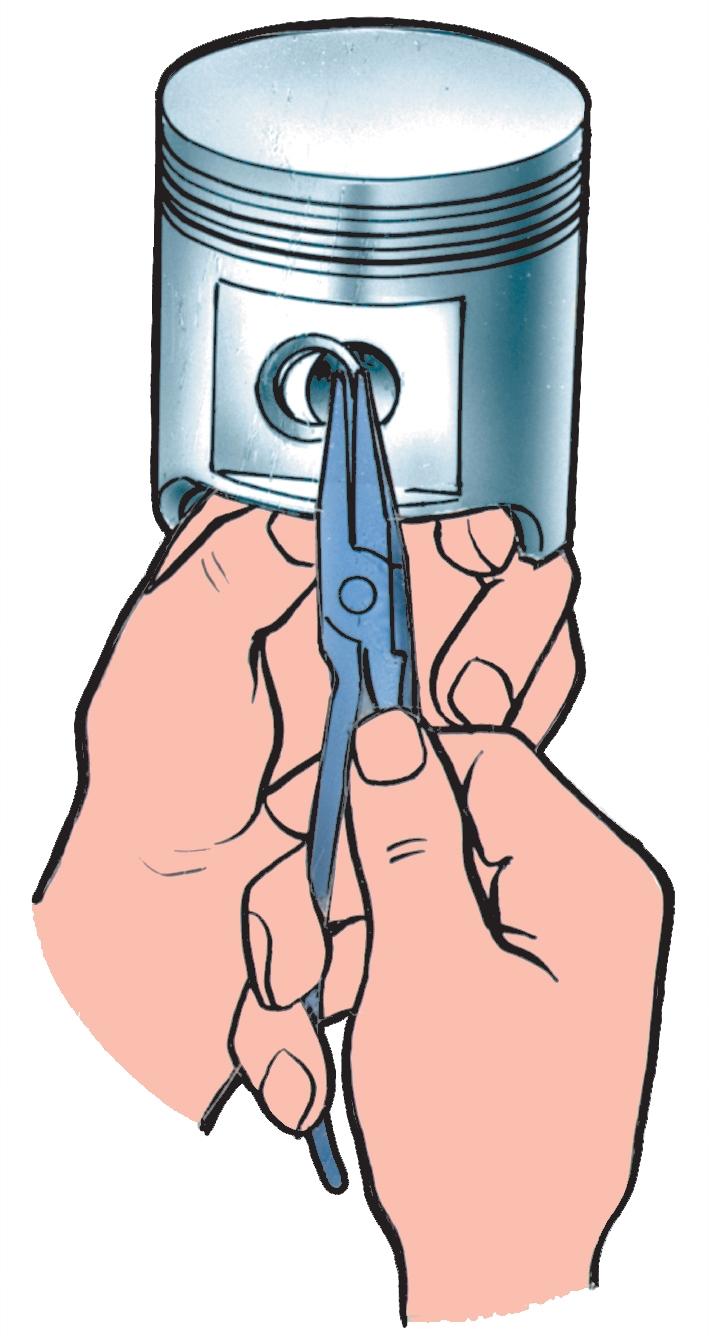
Перед выпрессовкой поршневого пальца извлеките из поршня стопорные кольца поршневого пальца плоскогубцами, как показано на
рис. 2.52
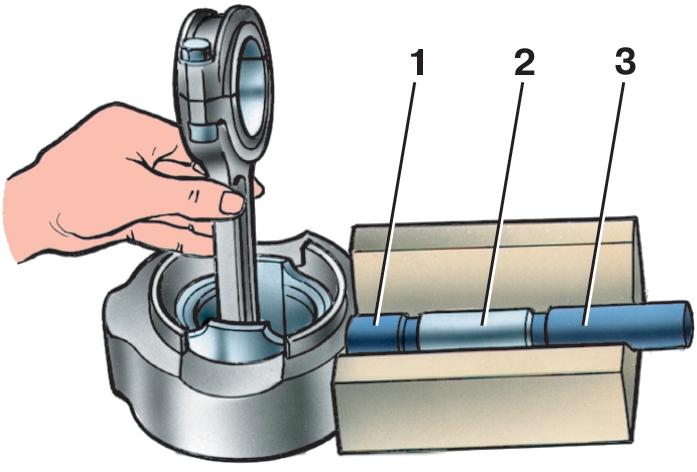
. Выпрессовку и запрессовку пальца производите на приспособлении, как показано на
рис. 2.53
. Перед выпрессовкой пальца нагрейте поршень в горячей воде до 70°С.
Ремонт поршневых пальцев состоит в перешлифовке их с больших ремонтных размеров на меньшие или в хромировании с последующей обработкой под номинальный или ремонтный размер.
Пальцы, имеющие изломы, выкрашивания и трещины любого размера и расположения, а также следы перегрева (цвета побежалости) ремонту не подлежат.
Сборка шатунно–поршневой группы
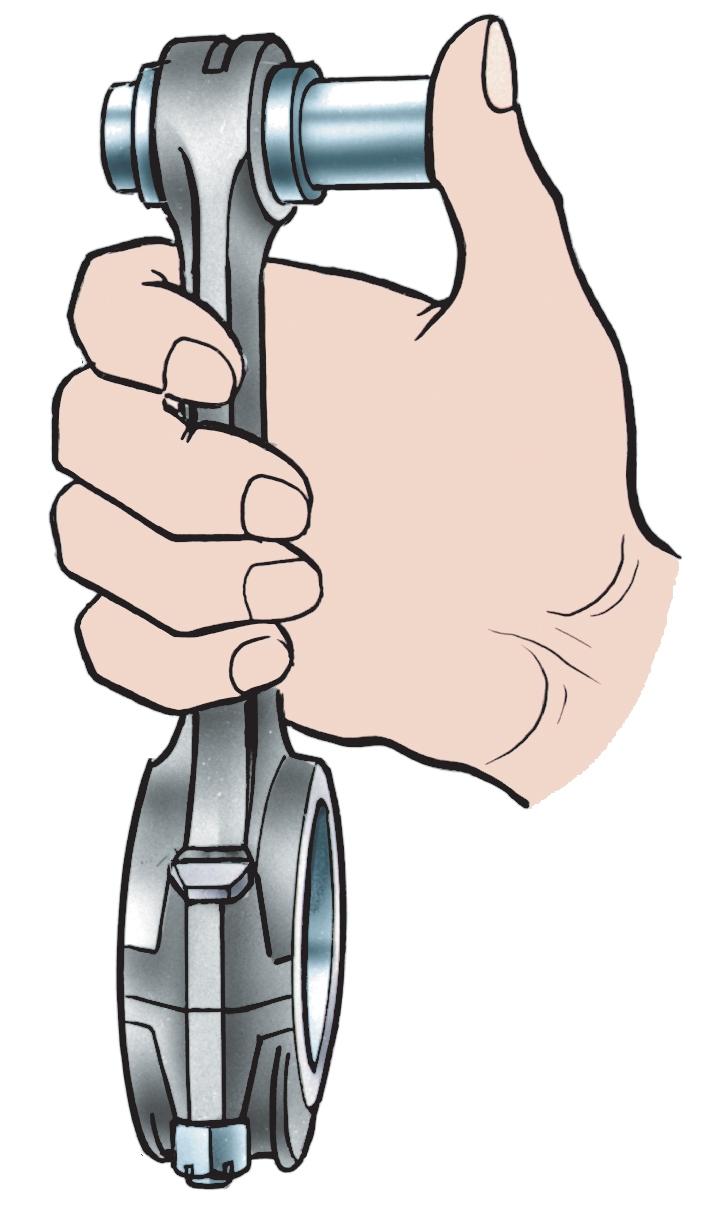
Поршневой палец к верхней головке шатуна подбирайте с зазором 0,0045– 0,0095 мм. При нормальной комнатной температуре палец должен плавно перемещаться в отверстии верхней головки шатуна от усилия большого пальца руки (
рис. 2.54
). Поршневой палец при этом должен быть слегка смазан маловязким маслом.
Палец устанавливайте в поршень с натягом 0,0025–0,0075 мм.
Практически поршневой палец подбирается таким образом, чтобы при нормальной комнатной температуре (20°С) он не входил бы в поршень от усилия руки, а при нагревании поршня в горячей воде до температуры 70°С входил бы в него свободно. Поэтому перед сборкой поршень нагрейте в горячей воде до 70°С. Запрессовка пальца без предварительного подогрева поршня приведет к порче поверхности отверстий в бобышках поршня, а также к деформации самого поршня. Сборку шатунно-поршневой группы производите на том же приспособлении, что и разборку (см.
рис. 2.53
).
Для обеспечения правильной балансировки двигателя разница в весе установленных в двигатель поршней в сборе с шатунами не должна превышать 8 г.
Стопорные кольца поршневого пальца должны сидеть в своих канавках с небольшим натягом. Не применяйте кольца, бывшие в употреблении.
Поршневые кольца устанавливайте на поршень, как указано в главе «Замена поршневых колец».
Учитывая сложность подбора поршневого пальца к поршню и шатуну (для обеспечения номинальных посадок), поршни поставляются в запчасти в сборе с поршневым пальцем, стопорными и поршневыми кольцами.
Ремонт коленчатого вала
Ремонт коленчатого вала заключается в перешлифовке коренных и шатунных шеек под очередной ремонтный размер.
Ремонтные размеры шатунных и коренных шеек определяются размерами комплектов шатунных и коренных вкладышей, поставляемых в запасные части, которые приведены в
табл. 2.2.
Радиальные зазоры в шатунных и коренных подшипниках коленчатого вала должны быть 0,020–0,049 мм и 0,020–0,066 мм соответственно. Перешлифовку шеек производите с допуском 0,013 мм.
Если размеры шатунных и коренных шеек не совпадают между собой, их необходимо перешлифовать под один ремонтный размер.
Фаски и отверстия переднего и заднего концов коленчатого вала не пригодны для установки в шлифовальном станке. Для этого сделайте съемные центры-стаканы. Передний центр напрессовывайте на шейку диаметром 38 мм, а задний центрируйте по наружному диаметру фланца (Ж122 мм) вала и крепите к нему болтами. При изготовлении переходных центров обеспечьте концентричность центрового и установочного отверстий. Не соблюдая это условие, нельзя обеспечить необходимой концентричности посадочных мест маховика и шестерни к осям коренных шеек.
При шлифовке шатунных шеек устанавливайте вал по дополнительным центрам, соосным осям шатунных шеек. Для этого можно использовать центры-стаканы, предусмотрев на них фланцы с двумя дополнительными центровыми отверстиями, отстоящими от среднего отверстия на 46±0,05 мм.
Для переднего конца лучше сделать новый центр-фланец, который устанавливается на шейку диаметром 40 мм (на шпонке) и дополнительно закрепляется болтом (храповиком), ввертываемым в резьбовое отверстие.
Перед шлифовкой шеек углубите фаски на кромках масляных каналов настолько, чтобы ширина их после снятия всего припуска на шлифование была 0,8–1,2 мм. Делайте это с помощью наждачного камня с углом при вершине 60–90°, приводимого во вращение электродрелью.
При шлифовке шатунных шеек не касайтесь шлифовальным кругом боковых поверхностей шеек, чтобы не нарушить осевой зазор шатунов. Радиус перехода к боковой поверхности выдерживайте 3,5 мм. Шлифовку производите с обильным охлаждением эмульсией.
В процессе перешлифовки выдерживайте:
1. Расстояние между осями коренных и шатунных шеек 46±0,05 мм.
2. Конусообразность, бочкообразность, седлообразность, овальность и огранка шеек не более 0,005 мм.
3. Угловое расположение шатунных шеек ±0°10'.
4. Непараллельность осей шатунных шеек с осью коренных шеек не более 0,012 мм на всей длине шатунной шейки.
5. Биение (при установке вала крайними коренными шейками на призмы) средних коренных шеек не более 0,02 мм, шейки под распределительную шестерню до 0,03 мм, а шеек под ступицу шкива и задний сальник до 0,04 мм.
После шлифовки шеек промойте коленчатый вал, а масляные каналы очистите от абразива и смолистых отложений. Пробки грязеуловителей при этом выверните. После очистки грязеуловителей и каналов вновь заверните пробки на место и закерните каждую из них от самопроизвольного вывертывания.
Очищайте масляные каналы также при эксплуатационном ремонте двигателя, когда коленчатый вал вынимаете из блока.
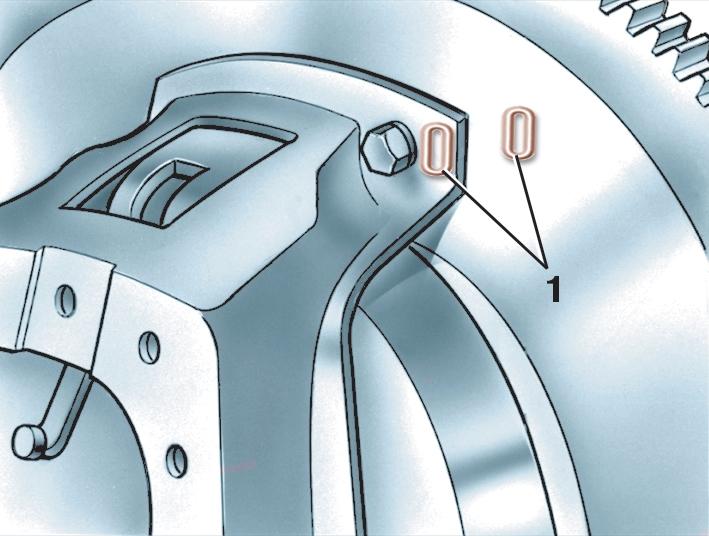
После ремонта коленчатый вал собирайте с тем же маховиком и сцеплением, которые стояли до ремонта. Устанавливайте сцепление на маховик по заводским меткам «О», нанесенным на обеих деталях одна против другой около одного из болтов крепления кожуха сцепления к маховику (
рис. 2.55
).
Перед установкой на двигатель коленчатый вал со сцеплением в сборе динамически отбалансируйте на специальном станке. Предварительно сцентрируйте ведомый диск сцепления при помощи вала коробки передач или специальной оправки.
Дисбаланс устраняйте высверливанием металла в ободе маховика на радиусе 158 мм сверлом диаметром 12 мм. Глубина сверления не должна превышать 12 мм. Допустимый дисбаланс – не более 70 гс•см.
Замена вкладышей коренных и шатунных подшипников коленчатого вала
В запасные части поставляются вкладыши коренных и шатунных подшипников номинального и семи ремонтных размеров, которые приведены в
табл. 2.2
. Вкладыши ремонтных размеров отличаются от вкладышей номинального размера внутренним диаметром, уменьшенным на 0,05; 0,25; 0,50; 0,75; 1,0; 1,25 и 1,50 мм.
Вкладыши коренных и шатунных подшипников заменяйте без какой-либо подгонки.
В зависимости от износа шеек при первой смене вкладышей применяйте вкладыши номинального или, в крайнем случае, первого ремонтного размера (уменьшенные на 0,05 мм).
Вкладыши второго и последующих ремонтных размеров устанавливайте в двигатель только после перешлифовки шеек коленчатого вала.
Если же в результате многократных перешлифовок диаметры шеек коленчатого вала уменьшены настолько, что вкладыши последнего ремонтного размера окажутся непригодными для него, то соберите двигатель с новым валом.
Радиальный зазор в шатунных и коренных подшипниках коленчатого вала должен быть соответственно 0,020–0,049 мм и 0,020–0,066 мм.
Проверку величины радиальных зазоров производите с помощью набора контрольных щупов, выполненных из медной фольга толщиной 0,025; 0,05; 0,075 и 0,1 мм, нарезанных в виде полосок шириной 6–7 мм и длиной немного меньше ширины вкладыша. Кромки щупов должны быть зачищены для исключения порчи поверхности вкладыша.
Проверку радиального зазора производите в следующем порядке:
1. Снимите с проверяемой шейки крышку с вкладышем и положите поперек вкладыша предварительно смазанный маслом контрольный щуп толщиной 0,025 мм.
2. Установите на место крышку с вкладышем и затяните болтами, при этом болты остальных крышек должны быть отпущены.
3. Проверните коленчатый вал рукой на угол не более чем на 60–90°, во избежание повреждения поверхности вкладыша щупом.
Если вал проворачивается слишком легко, значит зазор больше 0,025 мм. В этом случае повторите проверку щупами 0,05; 0,075 мм и т.д. до тех пор, пока провернуть коленчатый вал станет невозможно.
Толщина щупа, при которой вал проворачивается с ощутимым усилием, считается равной фактической величине зазора между вкладышем и шейкой коленчатого вала.
При замене вкладышей соблюдайте следующее:
1. Вкладыши заменяйте без подгоночных операций.
2. Следите, чтобы фиксирующие выступы на стыках вкладышей свободно (от усилия руки) входили в пазы в постелях вала.
3. Одновременно с заменой вкладышей очистите грязеуловители в шатунных шейках.
Замену шатунных вкладышей можно производить, не снимая двигатель с шасси автомобиля. Замену коренных вкладышей производите на двигателе, снятом с шасси автомобиля.
После замены вкладышей обкатайте двигатель, как указано в разделе «Обкатка двигателя после ремонта».
Если же при замене вкладышей двигатель не снимался с автомобиля, то на протяжении первой 1000 км пробега скорость не должна превышать 50 км/ч.
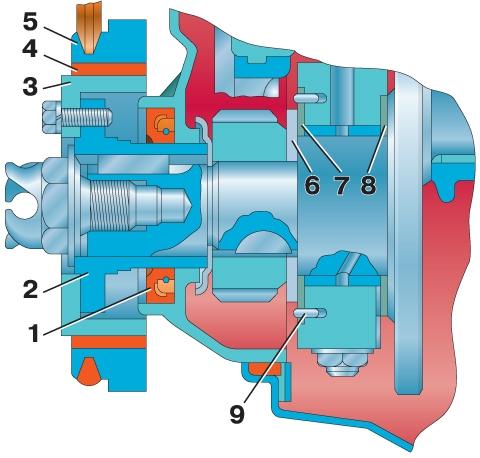
Одновременно с заменой вкладышей проверяйте осевой зазор в упорном подшипнике коленчатого вала, который должен быть 0,075–0,175 мм. Если осевой зазор более 0,175 мм, замените шайбы 7 (
рис. 2.56
) и 8 новыми. Передняя шайба изготавливается четырех размеров по толщине: 2,350–2,375; 2,375–2,400; 2,400– 2,425; 2,425–2,450 мм.
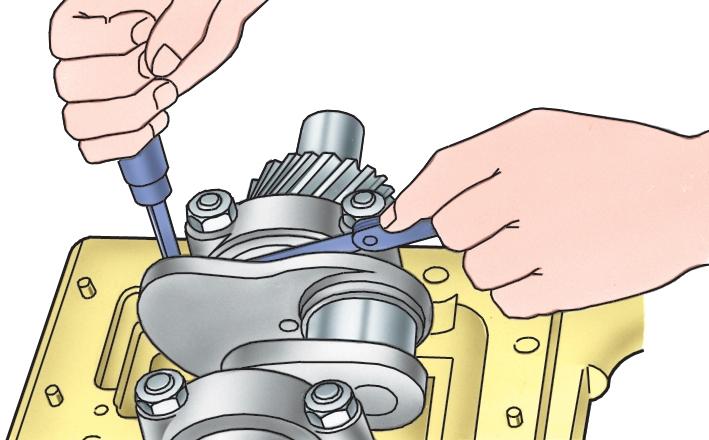
Для проверки зазора в упорном подшипнике заложите отвертку (
рис. 2.57
) между первым кривошипом вала и передней стенкой блока и отожмите вал к заднему концу двигателя. Затем щупом определите зазор между торцом задней шайбы упорного подшипника и плоскостью бурта первой коренной шейки.
Перед установкой вкладышей проверьте соосность коренных шеек коленчатого вала (стрелу прогиба). Для этого установите коленчатый вал в центры и проверьте положение осей коренных шеек по показаниям индикатора.
Ремонт распределительного вала и замена его втулок
Восстановление необходимых зазоров во втулках распределительного вала производите перешлифовкой опорных шеек вала, уменьшая их размер не более чем на 0,75 мм, и заменой изношенных втулок полуобработанными с последующей их расточкой под размеры перешлифованных шеек.
На двигателях без втулок восстановление необходимых зазоров производите расточкой отверстий в блоке под втулки, руководствуясь данными
табл. 2.3
. (и
табл. 2.3. часть 2
), и последующей запрессовкой втулок номинального или ремонтного размера.
Перед перешлифовкой шеек распределительного вала углубите канавки на первой и последней шейках на величину уменьшения диаметра этих шеек для того, чтобы после перешлифовки шеек обеспечить поступление смазки к распределительным шестерням и к оси коромысел. Шлифовку шеек проводите в центрах с допуском 0,02 мм. После шлифовки шейки отполируйте.
Выпрессовку и запрессовку втулок удобнее делать с помощью резьбовых шпилек (соответствующей длины) с гайками и подкладными шайбами.
Полуобработанные втулки распределительного вала, поставляемые в запасные части комплектом на один двигатель, имеют размеры наружного диаметра такие же, как и втулки номинального размера, поэтому они запрессовываются в отверстия блока без предварительной обработки.
Для обеспечения достаточной толщины слоя баббита (антифрикционного материала) величина ремонтного уменьшения внутреннего диаметра всех втулок должна быть одинаковой.
При запрессовке втулок следите за совпадением их боковых отверстий с масляными каналами в блоке. Втулки растачивайте, уменьшая диаметр каждой последующей втулки, начиная от переднего торца блока, на 1 мм. Расточку ведите с допуском +0,050 +0,025 мм, чтобы зазоры во втулках после установки вала соответствовали данным
табл. 2.4.
При расточке втулок и отверстий в блоке под втулки выдерживайте расстояние между осями отверстий под коленчатый и распределительный валы (118±0,025) мм. Этот размер проверяйте у переднего торца блока. Отклонение от соосности отверстий во втулках должно быть не более 0,04 мм, а отклонение от параллельности коленчатого и распределительного валов должно быть не более 0,04 мм по всей длине блока. Чтобы обеспечить соосность втулок в заданных пределах, обрабатывайте их одновременно при помощи длинной и достаточно жесткой борштанги с насаженными на нее по числу опор резцами или развертками. Устанавливайте борштангу, базируясь относительно отверстий для вкладышей коренных подшипников.
Кулачки распределительного вала при незначительном износе и задирах зачищайте шлифовальной шкуркой: сначала крупнозернистой, а затем мелкозернистой. При этом шлифовальная шкурка должна охватывать не менее половины профиля кулачка и иметь некоторое натяжение, что обеспечит наименьшее искажение профиля кулачка.
При износе кулачков по высоте более чем на 0,5 мм, распределительный вал замените новым.
Погнутость распределительного вала проверяйте индикатором по затылкам (на цилиндрической поверхности) впускных и выпускных кулачков второго и третьего цилиндров. При этом вал установите в центрах. Если биение вала превышает 0,03 мм, то вал выправьте или замените.
Восстановление герметичности клапанов и замена втулок клапанов
Нарушение герметичности клапанов при правильных зазорах между стержнями клапанов и коромыслами, а также при исправной работе карбюратора и системы зажигания обнаруживается по характерным хлопкам из глушителя и карбюратора. Двигатель при этом работает с перебоями и не развивает полной мощности.
Восстановление герметичности клапанов осуществляйте притиркой рабочих фасок клапанов к их седлам. При наличии на рабочих фасках клапанов и седел раковин, кольцевых выработок или рисок, которые нельзя вывести притиркой, прошлифуйте фаски с последующей притиркой клапанов к седлам. Клапаны с покоробленными головками замените.
Фаски клапанов притирайте пневматической или электрической дрелью модели 2213, 2447 ГАРО или вручную при помощи коловорота. Притирку производите возвратно-вращательными движениями, при которых клапан проворачивается в одну сторону несколько больше, чем в другую. На время притирки под клапан установите отжимную пружину с небольшой упругостью. Внутренний диаметр пружины должен быть около 10 мм. Пружина должна несколько приподнимать клапан над седлом, а при легком нажатии клапан должен садиться на седло. Связь инструмента с клапаном осуществляется резиновым присосом, как показано на
рис. 2.59
. Для лучшего сцепления присоса с клапаном их поверхности должны быть сухими и чистыми.
Для ускорения притирки используйте притирочную пасту, составленную из одной части микропорошка марки М20 и двух частей моторного масла. Смесь перед применением тщательно перемешайте. Притирку ведите до появления на рабочих поверхностях седла и тарелки клапана равномерной матовой фаски по всей окружности. К концу притирки уменьшайте содержание микропорошка в притирочной пасте. Заканчивайте притирку на одном чистом масле. Вместо притирочной пасты можно использовать наждачный порошок № 00, смешанный с моторным маслом.
Для шлифовки рабочих фасок клапанов рекомендуется применять шлифовальные станки типа Р–108 или ОПР–1841 ГАРО. При этом стержень клапана зажмите в центрирующем патроне бабки, устанавливаемой под углом 44°30' к рабочей поверхности шлифовального камня. Уменьшение на 30' угла наклона рабочей фаски головки клапана по сравнению с углом фаски седел ускоряет приработку и улучшает герметичность клапанов. При шлифовке снимайте с фаски головки клапана минимальное количество металла. Высота цилиндрического пояска рабочей фаски головки клапана после шлифовки должна быть не менее 0,7 мм, а соосность рабочей фаски относительно стержня в пределах 0,03 мм общих показаний индикатора. Биение стержня клапана – не более 0,02 мм. Клапаны с большим биением замените новыми. Не перешлифовывайте стержни клапана на меньший размер, так как возникнет необходимость в изготовлении новых сухариков тарелок клапанных пружин.
Фаски седел шлифуйте под углом 45° соосно отверстию во втулке. Ширина фаски должна быть 1,6–2,4 мм. Для шлифовки седел рекомендуется применять приспособление, изображенное на
рис. 2.60
. Седло шлифуйте без притирочной пасты или масла до тех пор, пока камень не станет обрабатывать всю рабочую поверхность.
После грубой обработки смените камень на мелкозернистый и произведите чистовую шлифовку седла. Биение фаски относительно оси отверстия втулки клапана не должно превышать 0,03 мм. Изношенные седла замените новыми. В запасные части поставляются седла клапанов, имеющие наружный диаметр больше номинального на 0,25 мм. Изношенные седла извлекайте из головки с помощью зенкера.
После извлечения седел расточите в головке гнезда для выпускного клапана до диаметра 38,75+0,025 мм и для впускного клапана до диаметра 49,25+0,25 мм. Перед запрессовкой седел нагрейте головку блока цилиндров до температуры 170°С, а седла охладите сухим льдом. Запрессовку производите быстро, не давая возможности седлам нагреться. Остывшая головка плотно охватывает седла. Для увеличения прочности посадки седел зачеканьте их по наружному диаметру при помощи плоской оправки, добиваясь заполнения фаски седла. Затем прошлифуйте до требуемых размеров и притрите.
Если износ стержня клапана и направляющей втулки настолько велик, что зазор в их сочленении превышает 0,25 мм, то герметичность клапана восстанавливайте только после замены клапана и его втулки. В запасные части поставляются клапаны только номинальных размеров, а направляющие втулки – с внутренним диаметром, уменьшенным на 0,3 мм, для последующей их развертки под окончательный размер после запрессовки в головку блока цилиндров.
Запрессованные втулки развертывайте до диаметра 9+0,022 мм. Стержень впускного клапана имеет диаметр 9 –0,050 –0,075 мм, выпускного 9 –0,075 –0,095 мм, следовательно, зазоры между стержнями впускного и выпускного клапанов и втулками должны быть соответственно равны 0,050–0,097 мм и 0,075–0,117 мм.
Изношенные направляющие втулки выпрессовывайте из головки блока цилиндров с помощью выколотки, показанной на рис.
2.61
.
Новую втулку запрессовывайте со стороны коромысел с помощью той же выколотки до упора в стопорное кольцо, имеющееся на втулке. При этом, как и при запрессовке седел клапанов, головку блока цилиндров нагрейте до температуры 170°С, а втулку охладите сухим льдом.
После замены втулок клапанов произведите шлифовку седел (центрируясь по отверстиям во втулках) и затем притрите к ним клапаны. После шлифовки седел и притирки клапанов все каналы и места, куда мог бы попасть абразив, тщательно промойте и продуйте сжатым воздухом.
Втулки клапанов – металлокерамические, пористые. После окончательной обработки и промывки пропитайте их маслом. Для этого в каждую втулку вставьте на несколько часов пропитанный в веретенном масле войлочный фитиль. Стержни клапанов перед сборкой смажьте тонким слоем смеси, приготовленной из семи частей масляного коллоидно-графитного препарата и трех частей моторного масла.
Замена клапанных пружин
Возможными неисправностями клапанных пружин, появляющимися в процессе эксплуатации, могут быть: уменьшение упругости, обломы или трещины на витках.
Упругость клапанных пружин проверяйте при разборке клапанного механизма. Усилие, необходимое для сжатия новой клапанной пружины до 46 мм по высоте должно быть 267–310 Н (27,3–31,7 кгс), а до 37 мм – 686–784 Н (70–80 кгс). Если усилие сжатия пружины до 46 мм по высоте менее 235 Н (24 кгс), а до 37 мм менее 558,6 Н
(57 кгс), то такую пружину замените новой.
Пружины с обломами, трещинами и следами коррозии замените новыми.
Замена толкателей
Направляющие отверстия в блоке под толкатели изнашиваются незначительно, поэтому номинальный зазор в этом сопряжении восстанавливайте заменой изношенных толкателей новыми. В запасные части поставляются толкатели только номинального размера.
Толкатели подбирайте к отверстиям с зазором 0,040–0,015 мм. Толкатели в зависимости от размера наружного диаметра разбиты на две группы и маркируются клеймением: цифрой 1 – при диаметре толкателя 25 –0,008 –0,015 мм и цифрой 2 – при диаметре толкателя
25 –0,015 –0,022 мм. Правильно подобранный толкатель, смазанный жидким минеральным маслом, должен плавно опускаться под собственной тяжестью в гнездо блока и легко проворачиваться в нем.
Толкатели, имеющие на торцах тарелок лучевые задиры, износ или выкрашивание рабочей поверхности, замените новыми.
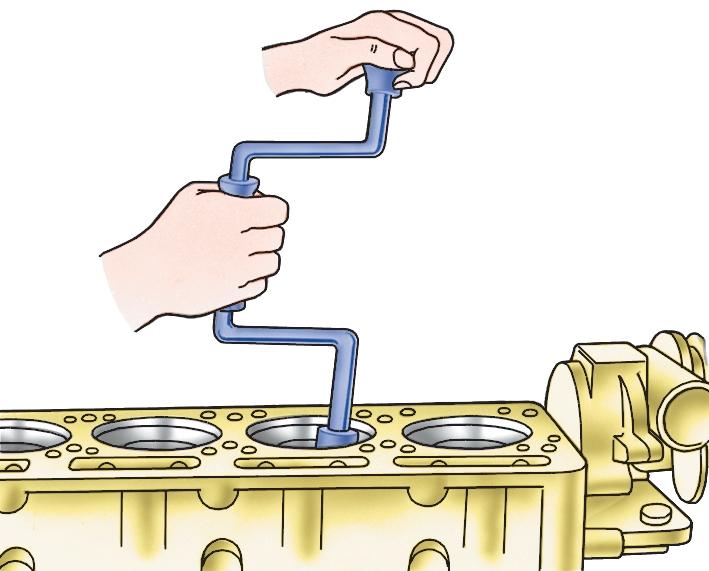
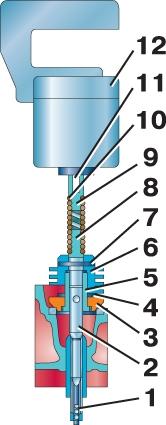
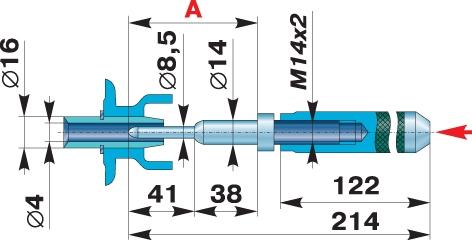
Ремонт привода распределителя
Изношенный по диаметру валик 10 (
рис. 2.62
) привода распределителя восстанавливается хромированием с последующей шлифовкой до диаметра 13–0,011 мм.
Шестерню 5 привода распределителя, имеющую обломы, окрашивания или значительные выработки поверхности зубьев, а также износ отверстия под штифт до размера более 4,2 мм, замените новой.
Для замены валика или шестерни привода распределителя снимите шестерню с валика, вынув предварительно штифт шестерни с помощью бородка диаметром 3 мм. При снятии шестерни с валика корпус 11 привода установите верхним торцом на подставку с отверстием в ней для прохода валика привода в сборе с упорной втулкой.
Сборку привода производите с учетом следующего:
1. При установке валика (в сборе с упорной втулкой) в корпус привода распределителя смажьте валик моторным маслом.
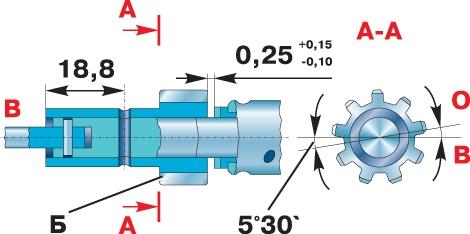
2. Соединив валик 10 привода с промежуточным валиком-пластиной 3 привода и надев упорную шайбу 7, напрессуйте шестерню на валик, выдержав зазор между упорной шайбой и шестерней привода 0,25 –0,15 –0,10 мм (
рис. 2.63
).
При этом необходимо, чтобы ось О–О, проходящая через середину впадин между двумя зубьями на торце Б была смещена относительно оси В–В шлица валика на 5°30'±1.
3. Отверстие в шестерне и валике под штифт сверлите диаметром (4±0,037) мм, выдерживая расстояние от оси отверстия до торца шестерни (18,8±0,15) мм.
При сверлении отверстия и при установке зазора между упорной шайбой и шестерней валик привода распределителя в сборе с упорной втулкой должен быть прижат к корпусу привода в направлении масляного насоса. Штифт, соединяющий валик с шестерней, должен быть диаметром 4–0,025 мм и длиной 22 мм.
В собранном приводе распределителя его валик должен свободно проворачиваться от руки.
Ремонт масляного насоса
При большом износе деталей масляного насоса понижается давление в смазочной системе и появляется шум. При разборке насоса проверьте упругость пружины редукционного клапана. Упругость пружины считается достаточной, если для сжатия ее до 24 мм по высоте необходимо приложить усилие (54±2,45) Н [(5,5±0,25) кгс].
Ремонт масляного насоса обычно заключается в шлифовке торцов крышек, замене шестерен и прокладок.
При разборке насоса предварительно высверлите расклепанную головку штифта крепления втулки 2 (см.
рис. 2.62
) на его валике 1, выбейте штифт, снимите втулку и крышку насоса. После этого выньте валик насоса вместе с ведущей шестерней из корпуса в сторону его крышки.
В случае разборки ведущей шестерни и валика штифт высверлите сверлом диаметром 3 мм.
Ведущую и ведомую шестерни с выкрошенными зубьями, а также с заметными выработками поверхности зубьев замените новыми. Установленные в корпус насоса ведущая и ведомая шестерни должны легко проворачиваться от руки за ведущий валик.
Если на внутренней плоскости крышки имеется значительная (более 0,05 мм) выработка от торцов шестерен, прошлифуйте ее.
Между крышкой, пластиной и корпусом насоса устанавливаются паронитовые прокладки толщиной 0,3– 0,4 мм.
Применение шеллака, краски или других герметизирующих веществ при установке прокладки, а также установка более толстой прокладки не допускается, так как это вызывает уменьшение подачи насоса.
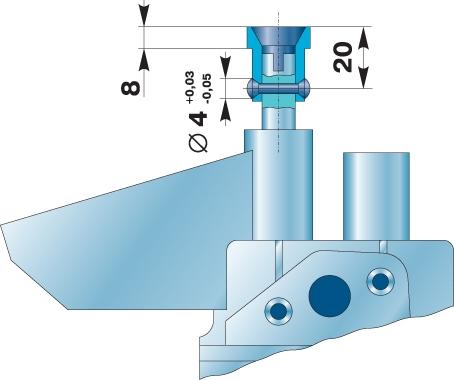
Сборку насоса производите с учетом следующего:
1. Напрессуйте на ведущий валик втулку, выдержав размер между торцом ведущего валика и торцом втулки 8 мм (
рис. 2.64
). При этом зазор между корпусом насоса и другим торцом втулки должен быть не менее 0,5 мм.
2. Высверлите в ведущем валике
и во втулке отверстие диаметром
4 +0,03–0,05 мм, выдерживая размер (20±0,25) мм.
3. Раззенкуйте отверстие с обеих сторон на глубину 0,5 мм под углом 90°, запрессуйте в него штифт диаметром 4 –0,048 мм и длиной 19 мм и расклепайте его с двух сторон.
Если работоспособность насоса с помощью ремонта восстановить невозможно, то замените его новым.
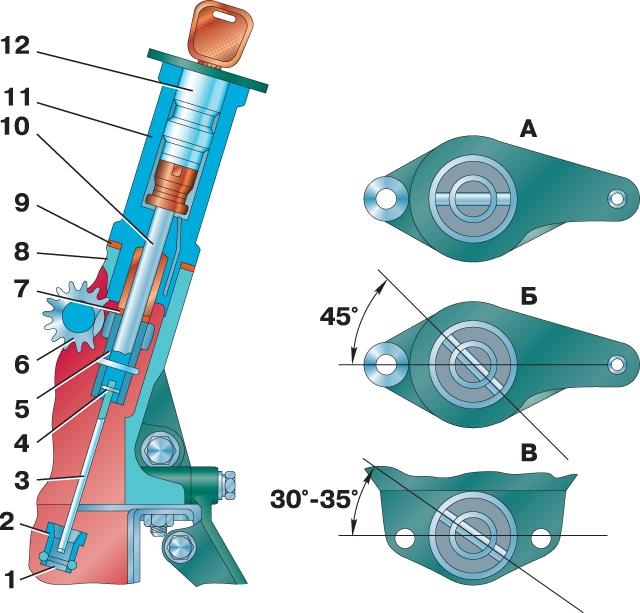
Установку привода масляного насоса и распределителя зажигания на блок производите в следующем порядке:
1. Выверните свечу первого цилиндра.
2. Установите в отверстие для свечи компрессометр и проворачивайте пусковой рукояткой коленчатый вал до начала движения стрелки. Это произойдет в начале такта сжатия в первом цилиндре. Можно заткнуть отверстие для свечи бумажным пыжом или большим пальцем руки. В этом случае при такте сжатия выскочит пыж или будет ощущаться выход воздуха из-под пальца.
3. Убедившись, что сжатие началось, осторожно проверните коленчатый вал до совпадения отверстия на ободке шкива коленчатого вала с указателем (штифтом) на крышке распределительных шестерен.
4. Проверните валик привода, чтобы прорезь на его торце для шила распределителя была расположена так, как указано на
рис. 2.62
Б, а валик масляного насоса при помощи отвертки проверните в положение, указанное на
рис. 2.62
В.
5. Осторожно, не задевая шестерней за стенки блока, вставьте привод в блок. После установки привода на место его валик должен занять положение, указанное на
рис. 2.62
А.
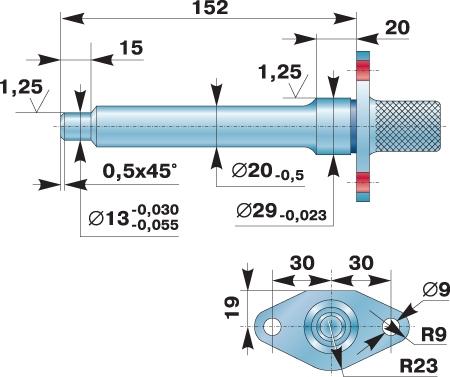
Для уменьшения износа в шарнирных соединениях привода устанавливайте насос соосно отверстию для привода. Для этого пользуйтесь оправкой (
рис. 2.65
), плотно входящей в отверстие для привода в блоке и имеющей цилиндрический хвостовик диаметром 13 мм. Насос сцентрируйте по хвостовику оправки и закрепите в этом положении.
Ремонт насоса системы охлаждения
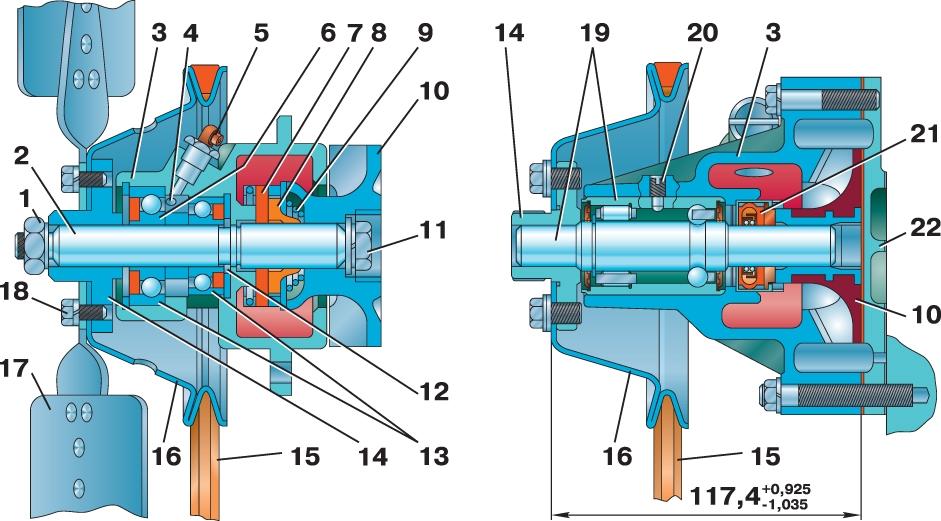
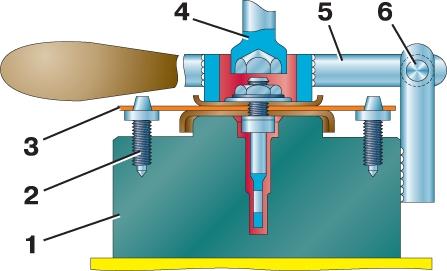
Возможными неисправностями насоса (
рис. 2.66
) могут быть: течь жидкости через сальник крыльчатки в результате износа уплотнительной шайбы или разрушения резиновой манжеты сальника, износ подшипников, обломы и трещины крыльчатки.
Ремонт насоса 21–1307010–52 системы охлаждения
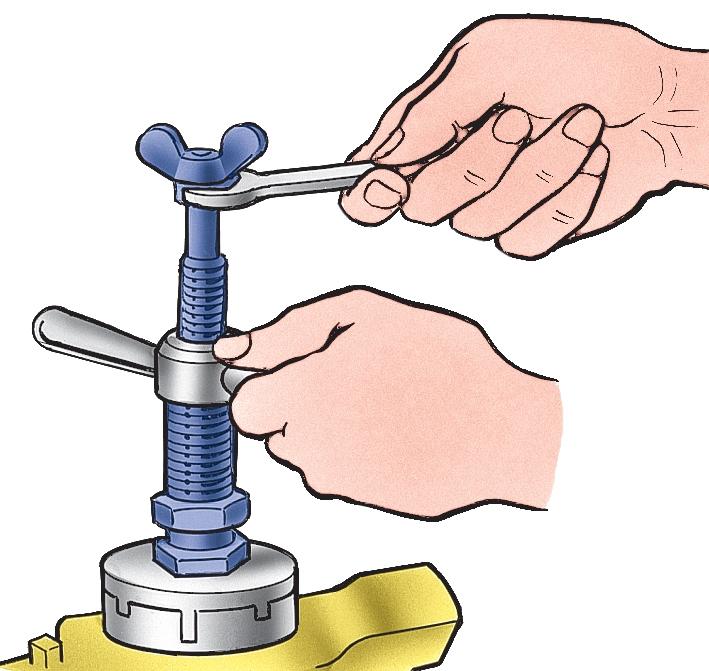
Подтекание жидкости из насоса устраняйте заменой уплотнительной шайбы и резиновой манжеты. Для замены снимите насос с двигателя, отсоедините его от кронштейна, снимите приспособлением 71–1769 крыльчатку (
рис. 2.67
), выньте уплотнительную шайбу и манжету сальника.
Для сборки сальника крыльчатки вставьте в держатель сальника, расположенный на корпусе насоса, сначала резиновую манжету в сборе, а затем уплотнительную шайбу и стопорное кольцо. При этом часть валика насоса, сопряженную с резиновой манжетой, перед установкой сальника и напрессовкой крыльчатки смажьте мылом, а торец крыльчатки, соприкасающийся с уплотнительной шайбой, тонким слоем графитной смазки.
Перед установкой сальника проверьте его торец (торец уплотнительной шайбы) на краску: при сжатии сальника до высоты 13 мм отпечаток торца должен иметь не менее двух полностью замкнутых окружностей без разрывов.
Крыльчатку напрессовывайте на валик на ручном прессе до упора ее ступицы в торец лыски. При этом насос должен опираться передним торцом валика на стол, а усилие – прикладываться к ступице крыльчатки.
Для замены подшипников или валика насоса разберите насос полностью в следующем порядке:
1. Снимите с валика насоса крыльчатку и выньте уплотнительную шайбу и резиновую манжету.
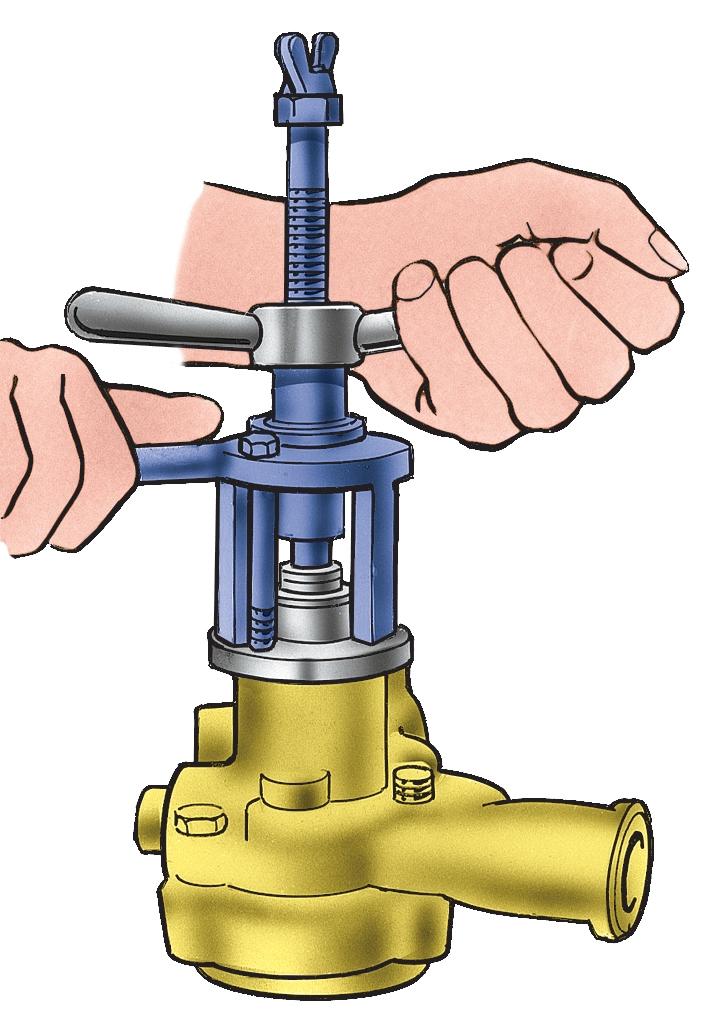
2. Отверните гайку крепления ступицы шкива и снимите ее с помощью приспособления, как показано на
рис. 2.68
.
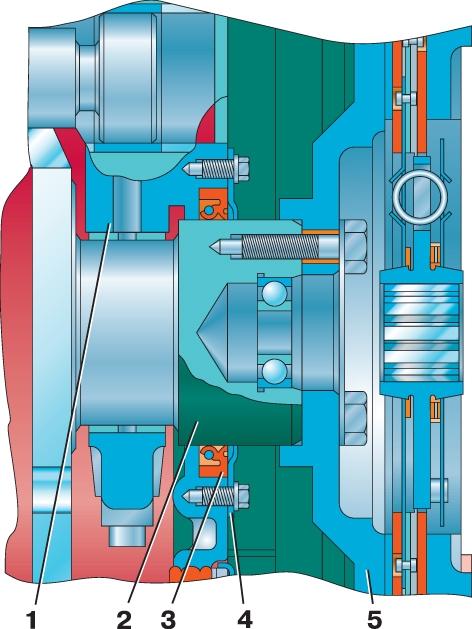
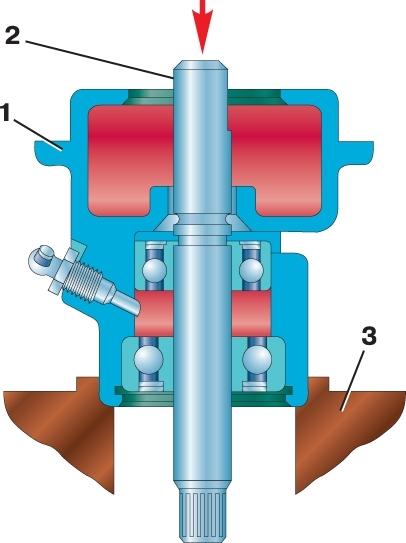
3. Извлеките стопорное кольцо подшипников из корпуса 1 (
рис. 2.69
) насоса и на прессе выпрессуйте или выбейте медным молотком валик 2 с подшипниками из корпуса, оперев передний торец корпуса на подставку 3 с отверстием для прохода подшипников.
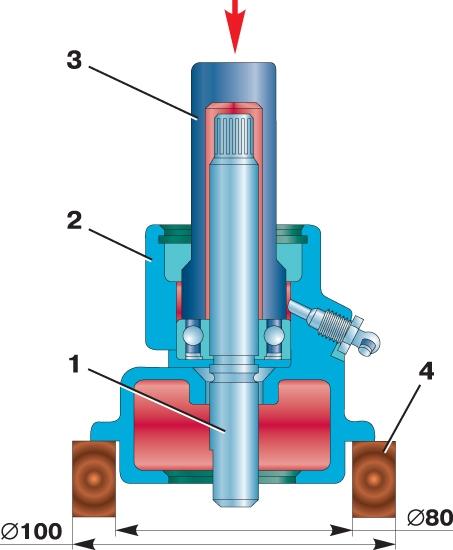
Сборку насоса производим в обратном порядке. При этом новый подшипник запрессуйте на валик 1 (
рис. 2.70
) и в корпус 2 одновременно при помощи ручного пресса и оправки 3. Войлочный сальник подшипника должен быть обращен в сторону стопорного кольца. Надев на валик распорную втулку, запрессуйте второй подшипник войлочным сальником наружу.
После установки на место стопорного кольца напрессуйте на передний конец валика ступицу шкива, уперев валик в задний торец кольца. Напрессовку ступицы шкива на валик насоса двигателя модели 4218 производите после установки фиксатора 19 (см.
рис. 2.66
, б). При напрессовке ступицы не допускайте зазора между подшипником и стопорным кольцом.
После сборки насоса полость корпуса между подшипниками заполните смазкой согласно указаниям таблицы смазывания.
При установке собранного насоса на двигатель обратите внимание на пригодность паронитовой прокладки между корпусом и кронштейном насоса.
Ремонт насоса 421–1307010–01 системы охлаждения
Подтекание жидкости из насоса устpаняйте заменой сальника 21 (см.
рис. 2.66
, б) в сборе. При износе ролико-шарикового подшипника 19 замените его в сборе с валиком.
Для замены сальника или валика в сборе с подшипником снимите насос с двигателя, отсоедините его от кpышки, снимите пpиспособлением 71–1769 кpыльчатку (см. pис.
2.67
).
С помощью приспособления (см.
рис. 2.68
) снимите ступицу шкива вентилятора и выпрессуйте валик с подшипником. Перед выпрессовкой подшипника обязательно выверните фиксатор 20 (см.
рис. 2.66
, б). Выпрессуйте сальник.
Сборку насоса производите в обратной последовательности. При этом запрессовку ступицы шкива вентилятора производите до упора в буртик, а запрессовку крыльчатки – до размера 117,4 +0,925 –1,035 (см.
рис. 2.66
, б).
Перед сборкой часть валика ролико-шарикового подшипника, сопряженную с сальником, смажьте мылом, а торец крыльчатки, соприкасающийся с сальником – графитной смазкой.
При установке собранного насоса на двигатель обратите внимание на пригодность паронитовой прокладки между крышкой и корпусом насоса.
Ремонт топливных баков
Возможной неисправностью баков может быть нарушение герметичности из-за образования трещин, пробоин или других повреждений, возникающих в процессе эксплуатации. Для ремонта снимите бак с автомобиля, очистите от грязи и промойте снаружи.
Для выявления неисправности погрузите бак в ванну с водой и подайте внутрь бака сжатый воздух под давлением 30 кПа (0,3 кгс/см2). Все отверстия бака должны быть предварительно заглушены. В местах нарушения герметичности из бака будут выходить пузырьки воздуха. Все повреждения отмечайте краской.
Затем произведите полную разборку бака, тщательно промойте его изнутри горячей водой для удаления паров бензина и продуйте сжатым воздухом. Мелкие трещины запаивайте мягким припоем. На большие трещины и пробоины накладывайте металлические заплаты. Возможна заделка трещин с помощью эпоксидных паст и наложения многослойных заплат из стеклоткани. После ремонта бак испытайте на герметичность.
Устраняйте мелкие трещины в пробке топливного бака, возникшие в результате ударов. Заделку трещин производите эпоксидной пастой. После того, как паста затвердеет, проверьте работу клапанов пробки.
Ремонт топливного насоса
Возможными неисправностями насоса могут быть: нарушение герметичности диафрагмы и клапанов, снижение упругости или поломка пружины диафрагмы, износ деталей привода насоса.
Для разборки насоса снимите с него крышку 10 (см.
рис. 2.19
) головки, прокладку 9 и фильтр 8. Затем отверните винты крепления головки 14 корпуса, отделите головку от диафрагмы.
Снимая головку корпуса соблюдайте осторожность, чтобы не повредить диафрагму, так как диафрагма прилипает к фланцам головки и корпуса насоса. Далее производите разборку механизма привода, для чего предварительно выпрессуйте ось 19 рычагов привода и снимите рычаг 17 и пружину 16. Осторожно освободите диафрагму 6 и снимите ее и пружину 5 и уплотнитель 3 с шайбой 4.
Разбирая головку, снимите впускной 7 и нагнетательный клапаны. Для этого выпрессуйте обоймы клапанов.
После разборки промойте все детали в керосине или неэтилированном бензине, обдуйте сжатым воздухом, просушите и произведите их проверку.
Диафрагма должна быть герметичной, ее лаковое покрытие не должно иметь отслоений. При необходимости замены лепестков диафрагмы ее сборку проводите на специальным приспособлении (
рис. 2.71
).
Пружина диафрагмы должна иметь в свободном состоянии высоту 50+5 мм, а под нагрузкой (5±0,2) кгс – 15 мм.
Упругость пружины насоса проверяйте на приборе модели 357 ГАРО.
Клапаны не должны иметь короблений, трещин, вмятин и видимых следов износа. Пружины клапанов должны плотно, без зазоров прижимать клапаны к седлам.
Рычаги привода насоса и их ось не должны иметь большого износа. Максимальный зазор между осью рычагов и ее втулкой, а также между втулкой и рычагами должен быть не более 0,25 мм.
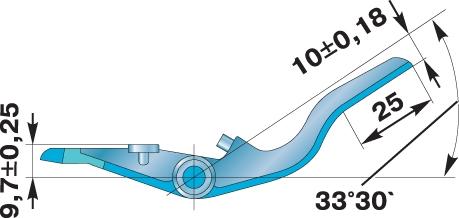
Особое внимание следует обратить на износ рабочих поверхностей рычага (
рис. 2.72
) в местах их контакта. Перед сборкой проверьте прилегание фланцев головки и корпуса насоса. Отклонение от плоскости должно быть не более 0,08 мм. При необходимости произведите притирку.
Для разборки насоса «Универсал» (см.
рис. 2.20
) отверните винты крепления крышки 14, снимите крышку и фильтрующий элемент 8, отверните винты крепления корпуса 13 к нижней крышке, разъедините их, выньте узел диафрагм и пружину 7.
Промойте бензином все детали и продуйте сжатым воздухом.
Проверьте целостность пружин.
Проверьте, нет ли заедания клапанов. Проверьте диафрагмы. На них не должно быть трещин или затвердевания.
После проверки все изношенные или поврежденные детали замените новыми. Прокладки насоса всегда заменяйте новыми и перед установкой смазывайте тонким слоем смазки.
Сборку насоса производите в порядке, обратном разборке.
При установке головки насоса Б9В–Б ее положение относительно корпуса должно соответствовать
рис. 2.73
. Затяжку винтов крепления головки производите при оттянутой в крайнее нижнее положение диафрагме с помощью рычага ручной подкачки.
Такая сборка обеспечивает необходимое провисание диафрагмы и разгружает ее от чрезмерных растягивающих усилий, приводящих к резкому сокращению долговечности диафрагмы. После сборки проверьте насос на приборе моделей 527Б или 577Б ГАРО.
При частоте вращения распределительного вала 120 мин–1 и при высоте всасывания 400 мм насос должен обеспечивать начало подачи топлива не позднее чем через 22 с после включения, создавать давление 150– 210 мм рт. ст. и разрежение не менее 350 мм рт. ст. Давление и разрежение, создаваемые насосом, должны сохраняться в указанных пределах при выключенном приводе в течение 10 с.
Подача насоса при частоте вращения распределительного вала 1800 мин–1 должна быть не менее 120 л/ч. При отсутствии специального прибора для проверки насоса, его можно проверить непосредственно на двигателе, как описано в разделе «Техническое обслуживание».
Ремонт карбюратора
Ремонт карбюратора производите в случае поломки каких-либо его деталей или при неудовлетворительной работе карбюратора после регулировки на всех режимах работы двигателя.
Перед разборкой вымойте карбюратор керосином для удаления пыли и грязи. При работе на этилированном бензине карбюратор предварительно выдержите в керосине в течение 10–20 мин.
Порядок разборки и сборки карбюратора К–131
Отверните пять винтов крепления крышки поплавковой камеры. Осторожно приподняв крышку, чтобы не повредить поплавковый механизм, отсоедините тягу малой частоты вращения, снимите крышку и прокладку поплавковой камеры.
Переверните крышку и, придерживая поплавок, выньте ось поплавка из стоек. Снимите поплавок и осторожно выньте из корпуса клапана подачи топлива его иглу с уплотняющей полиуретановой шайбой. Отверните корпус клапана и снимите его прокладку. Отверните пробку фильтра, снимите ее прокладку и выньте сетку фильтра. Выверните распылитель ускорительного насоса и снимите уплотнительную шайбу.
Разбирайте механизм привода воздушной заслонки и снимайте заслонку только при неудовлетворительной работе механизма, а также если зазоры между стенкой воздушного патрубка и заслонкой при ее закрытии превышают 0,2 мм.
Отделите смесительную камеру от корпуса поплавковой камеры, для чего отверните два болта и, расшплинтовав серьгу привода ускорительного насоса, выньте ее из штока и рычага.
Сняв прокладку смесительной камеры, выньте из корпуса поплавковой камеры большой диффузор.
Выньте поршень ускорительного насоса в сборе с деталями его привода и штоком привода экономайзера. Выверните клапан экономайзера в сборе и выньте его из колодца. Отверните вместе с прокладкой пробку колодца эмульсионной трубки и выньте эту трубку, выверните воздушный жиклер холостого хода.
Отверните пробки каналов топливного и воздушного жиклеров главной дозирующей системы и топливного жиклера холостого хода, снимите прокладки этих пробок и выверните соответствующие жиклеры.
Снимите замок клапана ускорительного насоса и извлеките клапан из колодца.
Выньте стопорное кольцо и шарик обратного клапапана ускорительного насоса.
Малый диффузор без необходимости не выпрессовывайте.
При разборке смесительной камеры выверните винт регулировки качества смеси холостого хода и снимите его пружину.
Дроссельную заслонку и ее ось снимайте лишь в том случае, если:
– ось дроссельной заслонки не вращается свободно в бобышках камеры;
– зазоры между стенками камеры и заслонкой в закрытом положении более 0,06 мм;
– верхняя кромка дроссельной заслонки в закрытом положении не совпадает с осью переходного отверстия Ж 1,6+0,06 мм (допускается отклонение ±0,15 мм).
После разборки все детали карбюратора промойте в неэтилированном бензине или в горячей воде с температурой не ниже 80°С, затем продуйте сжатым воздухом.
Все детали карбюратора должны быть чистыми, не иметь нагара и смолистых отложений.
Жиклеры и другие дозирующие элементы должны иметь заданную пропускную способность или размеры.
Клапан экономайзера в сборе должен быть герметичен. При проверке его герметичности под давлением 1200 мм вод. ст. допускается протекание не более четырех капель воды в минуту.
Степень износа поршня ускорительного насоса и стенок его колодца, а также герметичность обратного клапана должна быть такой, чтобы обеспечить подачу насоса не менее 8 см3 за 10 рабочих ходов поршня.
Поплавок проверьте на герметичность, погрузив его в воду с температурой не ниже 80°С. Выход пузырьков из поплавка свидетельствует о нарушении его герметичности.
Места повреждений поплавка запаивайте мягким припоем, предварительно удалив попавшее в поплавок топливо.
После пайки проверьте вес поплавка, который должен быть равен (13,3±0,7) г. Подгонку веса производите удалением лишнего припоя, не нарушая герметичности поплавка.
Поверхность разъема корпуса и крышки поплавковой камеры должны быть плоскими, допустимое отклонение от плоскости не более 0,2 мм.
Сборку карбюратора производите в порядке, обратном разборке, с учетом следующего:
1. Если при разборке снималась дроссельная или воздушная заслонки, то при сборке закерните винты их крепления.
2. Произведите проверку полного включения экономайзера и, при необходимости, отрегулируйте, как указано в главе «Обслуживание системы питания».
3. Отрегулируйте уровень топлива в поплавковой камере (см. главу «Система питания»).
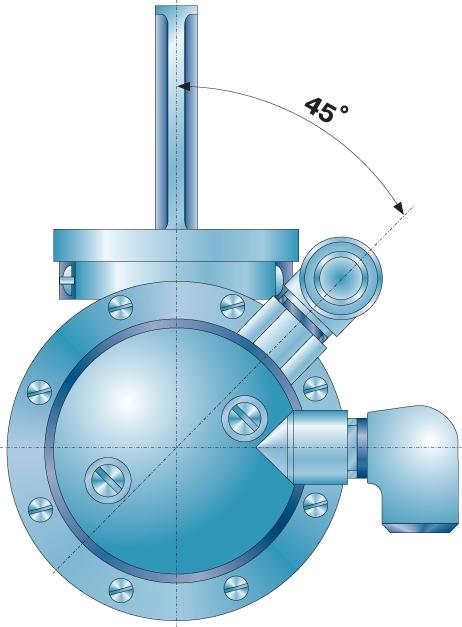
На собранном карбюраторе проверьте взаимосвязь между воздушной и дроссельной заслонками. При полностью закрытой воздушной заслонке дроссельная заслонка должна приоткрыться на угол 17–21°, что соответствует зазору между стенкой смесительной камеры и кромкой заслонки (2,5±0,2) мм. При несоответствии указанному требованию подогните тягу малой частоты вращения коленчатого вала.
Порядок разборки и сборки карбюраторов К–151В, К–151Е и К–151У
Разборка карбюратора
Разборку карбюратора производите в следующей последовательности:
1. Выньте шплинт и отсоедините от рычага тягу воздушной заслонки.
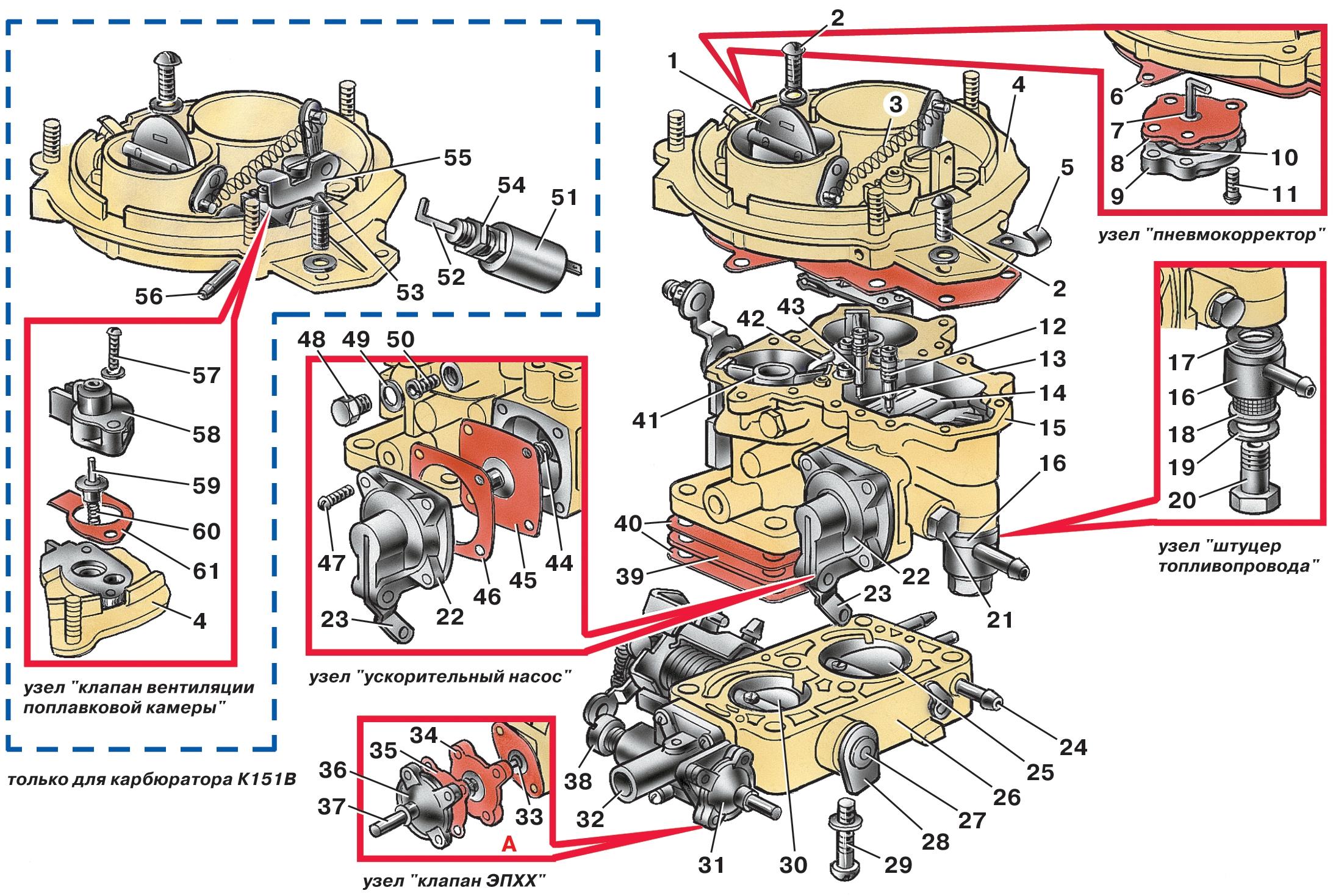
2. Отверните семь винтов 2 (см.
рис. 2.29
) крепления крышки карбюратора, осторожно снимите крышку карбюратора 4 и прокладку под ней.
3. Разберите диафрагменное устройство пневмокорректора, для этого отверните три винта 11, снимите крышку 9, прокладку 8, диафрагму пневмокорректора с тягой в сборе 7 и пружину 10.
4. Отверните винт и снимите распылитель 42 ускорительного насоса.
5. Отверните регулировочный винт 43 перепуска топлива, переверните корпус поплавковой камеры 15 до выпадения шарика 13 впускного клапана.
6. Отверните винт-вытеснитель 12.
7. Отверните цилиндрическую пробку и выньте ось поплавка, снимите поплавок и выньте топливный клапан. Выверните седло топливного клапана вместе с прокладкой.
8. Отверните топливопроводящий болт 20, снимите штуцер топливоподвода 16 и топливный фильтр 18.
9. Отверните четыре винта 47 крепления крышки ускорительного насоса, снимите крышку 22, прокладку 46, диафрагму ускорительного насоса в сборе 45 и пружину 44.
10. Отверните съемные жиклеры, вытащите эмульсионные трубки.
11. Отверните два винта 29 и отсоедините от корпуса поплавковой камеры 15 корпус смесительных камер 16, стараясь не повредить картонные 40 и текстолитовую 39 прокладки.
12. Отверните два винта крепления клапана ЭПХХ в сборе (поз. 31) и снимите последний с корпуса смесительных камер.
13. Отверните два винта крепления крышки 36 клапана ЭПХХ, снимите крышку 36, картонную прокладку 35 и корпус 34 клапана ЭПХХ.
Для разборки карбюратора К–151В, кроме вышеперечисленного, выполните:
1. Отверните фиксатор 53, выведите из зацепления тягу 52 с рычагом 55 и снимите рычаг 55.
2. Отверните два винта 57, снимите крышку 58, клапан 59, прокладку 61 и пружину 60.
Контроль и осмотр деталей
Все детали должны быть чистыми, без нагара и смолистых отложений. Жиклеры после промывки и продувки сжатым воздухом должны иметь заданную пропускную способность. Все клапаны должны быть герметичными, прокладки целыми и иметь следы (отпечатки) уплотняемых плоскостей. Диафрагмы ускорительного насоса, пневмокорректора и клапана ЭПХХ должны быть целыми, без повреждений. Неисправные или поврежденные детали замените новыми.
Сборка карбюратора
Карбюратор следует собирать в последовательности, обратной разборке. Сначала необходимо подсобрать все корпусные детали карбюратора – крышку карбюратора, корпус поплавковой камеры и корпус смесительных камер, а затем соединить их между собой.
При сборке:
1. Следите за сохранностью и правильной установкой прокладок.
2. Следите, чтобы дроссельные и воздушная заслонки поворачивались свободно, без заеданий и плотно прикрывали свои каналы.
3. Затягивайте все резьбовые соединения плотно, но без чрезмерных усилий.
4. Убедитесь, что топливный клапан свободно скользит в своем седле, без перекосов и заеданий.
5. Проверьте и при необходимости отрегулируйте уровень топлива в поплавковой камере, при этом поплавок должен свободно вращаться на своей оси, не задевая стенок камеры.
6. Наживите винты 47 (см.
рис. 2.29
) крепления крышки ускорительного насоса, нажмите на рычаг привода 23 до упора, заверните винты и отпустите рычаг.
7. Наживите два винта крепления крышки 36 клапана ЭПХХ, оттяните запорный элемент 33 клапана ЭПХХ на размер 13,5–0,5 мм от плоскости А (см. узел «клапан ЭПХХ» на
рис. 2.29
), заверните упомянутые винты, приверните двумя винтами клапан экономайзера в сборе 31 к корпусу смесительных камер.
8. При сборке не перепутайте местами жиклеры.
9. Проверьте зазор между стенкой смесительной камеры и кромкой дроссельной заслонки при полностью открытой дроссельной заслонке первичной камеры. Зазор должен быть минимум 14,5 мм. При необходимости обеспечьте зазор 1 подгибанием упора рычага.
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||


|
|
Копирование и Использование материалов сайта без прямой ссылки - запрещено. |